
















Sherman™ DIGIMIG 205 LCD Synergic MIG/MAG Schweißgerät WIG 200Amp LCD Synergie+Manuell 3in1 Inverter
547.00 € inkl. 19% MwSt.
Niedrigster Preis in den letzten 30 Tagen vor der Preisermäßigung: 547.00 €
- Sherman™ DIGIMIG 205 LCD Synergic
- MIG Griff – MB15 – 3 Meter
- MMA Griff – 2 Meter
- Massenkabel – 2 Meter
- Rolle für Stahl Draht 0.8/1.0mm
- MIG Schweisszubehör
- Mehrsprachiges Handbuch
- 2 Jahre Garantie
- Gratisversand ab 50 Euro
- 14 Tage Rückgabefrist auch für Unternehmen
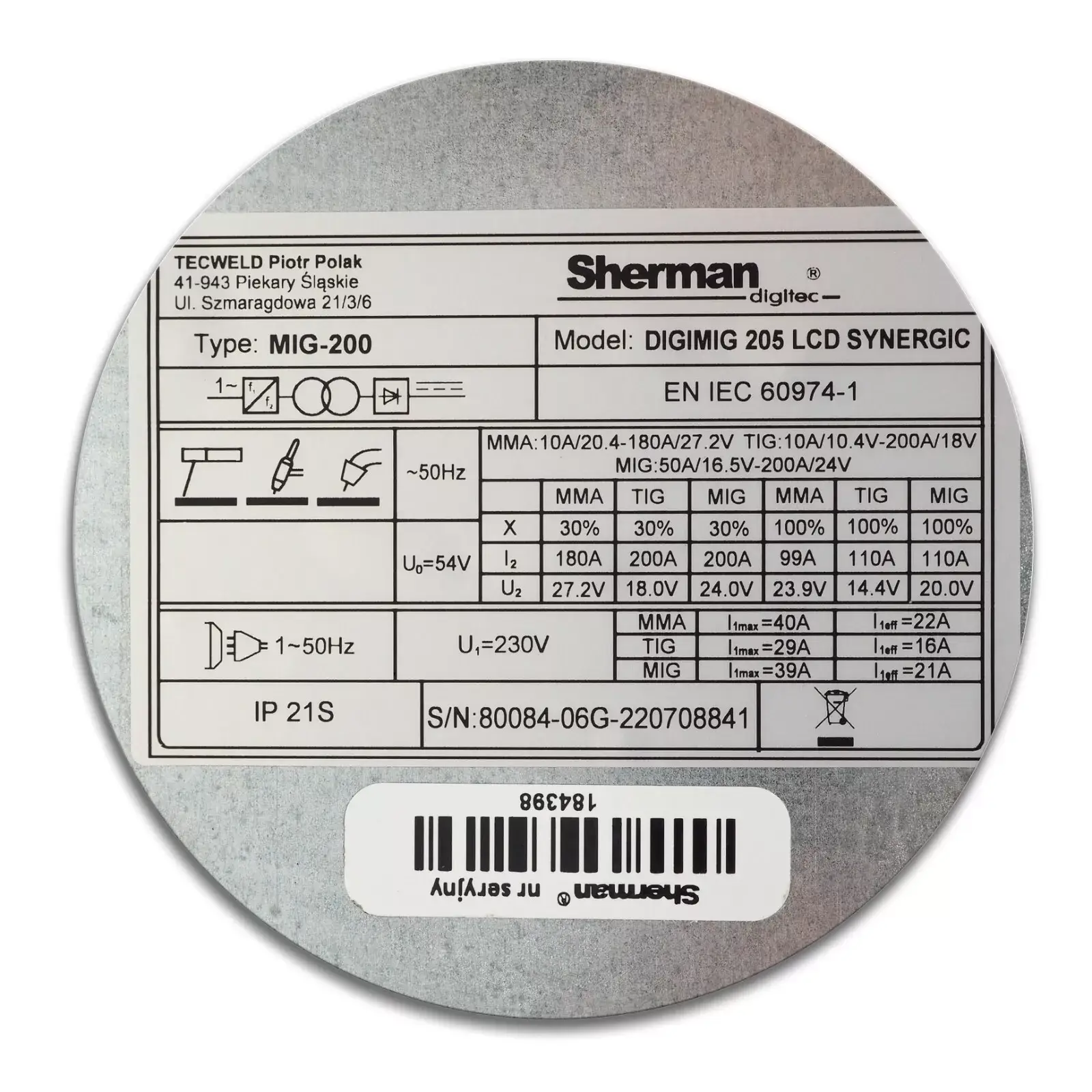
Sherman™ DIGIMIG 205 LCD Synergic 230V 200A
Es kann für MMA (Elektroden), TIG Lift (Reiblichtbogenschweißen) und MIG-Schweißen verwendet werden. Das MIG-Verfahren kann sowohl im manuellen als auch im synergetischen Modus verwendet werden, was die Bedienung vereinfacht.
Dank des Polaritätswechsels ermöglicht die Maschine das MIG-Schweißen sowohl mit Standard-Schutzgasdrähten als auch mit selbstschneidenden Pulverdrähten.
Die digitale Steuerung ermöglicht die vollständige Einstellung der Parameter, der Lichtbogendynamik und der Eigenschaften. Die Verwendung von Synergieeinstellungen für Kohlenstoffstahl und Aluminium vereinfacht die Bedienung des Geräts erheblich und macht es auch für weniger erfahrene Personen und Hobbyschweißer geeignet.
HOT START, ARC FORCE und VRD können während des MMA-Schweißens eingestellt werden.
Die Maschine hat einen Speicher für die letzte Einstellung, d.h. wenn sie ausgeschaltet und wieder eingeschaltet wird, werden die zuletzt eingestellten Parameter wiederhergestellt. Dank der Lüfterstopp-Funktion, die den Lüfter bei geringer Belastung des Schweißgeräts ausschaltet, wird der Geräuschpegel deutlich reduziert.
Die MIG-Griff, das Erdungskabel und das Elektrodenkabel sind im Lieferumfang enthalten.
Hauptmerkmale:
Synergie – Diese Funktion erleichtert die Auswahl der optimalen Parameter im Schweißprozess. Die Quelle wählt anhand der programmierten Daten automatisch die Drahtvorschubgeschwindigkeit und den Schweißstrom. Es beschleunigt den Arbeitsbeginn, eliminiert das Risiko von Fehleinstellungen, die sich negativ auf die Qualität und das Aussehen der Schweißnaht auswirken. Bei Modellen mit voller Synergie basiert die Auswahl der Einstellungen auf Schlüsselparametern wie der Art des zu schweißenden Materials, dem Durchmesser des verwendeten Drahtes, der Art des Schutzgases und der Dicke des geschweißten Elements,
HARTLÖTEN – ist ein Verfahren, das dem MIG/MAG-Schweißen sehr ähnlich ist, aber der Energieaufwand ist viel geringer. Mit dem Hartlöten werden dünne Bleche verbunden, die mit einer Zinkschicht überzogen sind. Bei dieser Methode schmilzt das Lot und nicht das Material, mit dem Sie arbeiten. Der zweite Teil des Namens, MIG/MAG, kommt von der Anwendung eines Verfahrens, bei dem der Draht in einem von Schutzgas umgebenen Lichtbogen schmilzt und die Materialkante wie beim traditionellen Schweißen vorbereitet wird. Mit dem Hartlötverfahren werden jedoch nicht nur verzinkte Bleche, sondern auch dünne Bleche aus rostfreiem Stahl und ungleiche Verbindungen wie säurebeständiger Stahl mit normalem Qualitätsstahl oder Kupfer mit Stahl verschweißt.
Regulierung der Induktivität – Sie ermöglicht die Optimierung des Schweißprozesses in Abhängigkeit von der Dicke des Werkstücks und den Schweißbedingungen. Durch die Verringerung der Induktivität wird der Lichtbogen stabiler und konzentrierter und erzeugt somit eine bessere Durchdringung. Eine Erhöhung der Induktivität, die beim Schweißen dünner Werkstücke sinnvoll ist, erzeugt ein glatteres Schweißbad. Der Lichtbogen wird weicher und es treten weniger Spritzer auf. Nützlich bei dünnen Werkstücken und beim Hartlöten, um eine Beschädigung der schützenden Zinkschicht zu vermeiden,
FLUX – Lichtbogenschweißen mit pulverförmigem Draht, der keine Gasflaschen benötigt. Wir verwenden selbstschützenden Draht, der mit Flussmittel oder einer chemischen Substanz gefüllt ist, die beim Schweißen Schutzgase erzeugt.
VRD – Das Voltage Reduction Device (VRD) reduziert die Ausgangsspannung (zwischen Masse und Elektrode) auf ein sicheres Niveau und verhindert so versehentliche Stromschläge zwischen den Schweißvorgängen. Die Spannungsreduziervorrichtung (VRD) bietet zusätzliche Sicherheit für den Schweißer und andere Personen in der Umgebung, insbesondere in Umgebungen, in denen eine erhöhte Wahrscheinlichkeit eines elektrischen Schlags besteht, z. B.: heiße Umgebung, feuchte Umgebung, usw.,
SPOOL GUN – Schweißpistole mit eingebautem Drahtvorschub. Es wird hauptsächlich in Autowerkstätten und zum Schweißen von dünnen Blechen eingesetzt, es ist perfekt für unzugängliche Stellen und in Höhen. Die Spule mit Schweißdraht wird in den Griff des Halters gesteckt. Der Halter hat einen Standard-Euro-Anschluss und einen Steuerstecker. Sie finden es in unserem Shop.
HOT START – sichert die höchste Qualität des Schweißbeginns, erstklassige Zündung – im Moment der Zündung des Lichtbogens, während eines kurzen Moments, steigt der Arbeitsschweißstrom vom eingestellten Arbeitsniveau auf das optimale Niveau. In einigen Fällen (bei der Arbeit mit einem schwachen Netz oder Generator) kann dieser Pegel manuell eingestellt werden, wenn ein entsprechender Schalter vorhanden ist (wie bei der “Professional”-Serie). Eine Verringerung des “Hot-Start”-Wertes zur Verringerung des Energieverbrauchs in einem schwachen Netz oder eine Erhöhung des Wertes in einem starken Netz erleichtert die Zündung erheblich.
ARC FORCE – wird verwendet, um die Verbrennungsstabilität im Kurzlichtbogen zu verbessern und das “Festkleben” der Elektrode zu verhindern. Wenn sich ein Metalltropfen von der Elektrode löst, wird der Strom mit dem entsprechenden Schalter automatisch auf einen bestimmten Wert erhöht. Durch Verringern der “Lichtbogenstärke” kann der Energieverbrauch eines schwachen Netzes verringert oder bei einem starken Netz erhöht werden, die Stabilität der Lichtbogenverbrennung wird verbessert. Bei diesem Modell kann diese Funktion ein- und ausgeschaltet werden.
FAN STOP – adaptives Gebläse, eine Lösung, die die Lebensdauer des Gebläses selbst erhöht und zusätzlich die Staubmenge in der Maschine selbst reduziert. Die Gebläsedrehzahl erhöht sich zu Beginn des Betriebs und bei Erwärmung und verringert sich, wenn das Schweißgerät abgekühlt ist.
| Anwendung | Aluminium, Edelstahl, Baustahl, Hartlöten |
|---|---|
| Zufuhr | Halbautomatisch |
| Besonderheiten | 2T/4T, CuSi3 – Löten, FLUX (Gaslos), Gas-Schweißen, Hot Start, Anti Stick, Arc Force, IGBT, Induktivitätsregelung, Inverter, LCD, Langsamer Start (Drahtvorschub), Leitungsspannungskompensation, Löten, Lüfterstopp, Manuelle Einstellungen, Nachgas, Schutzgas, Spool Gun, Synergie, TIG/WIG Lift, Thermischer Überlastschutz, VRD |
| WIG Arbeitszyklus | 30% – 200A – 18V, 100% – 110A – 14.4V |
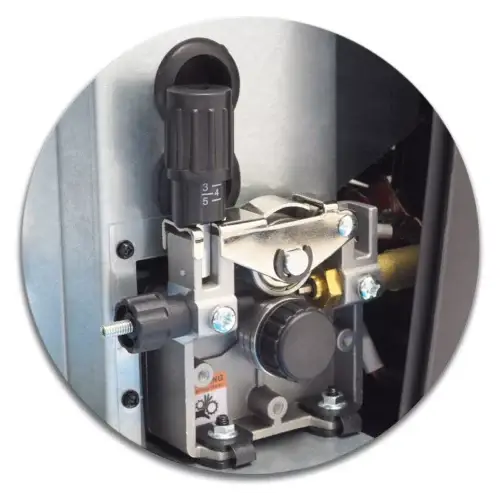
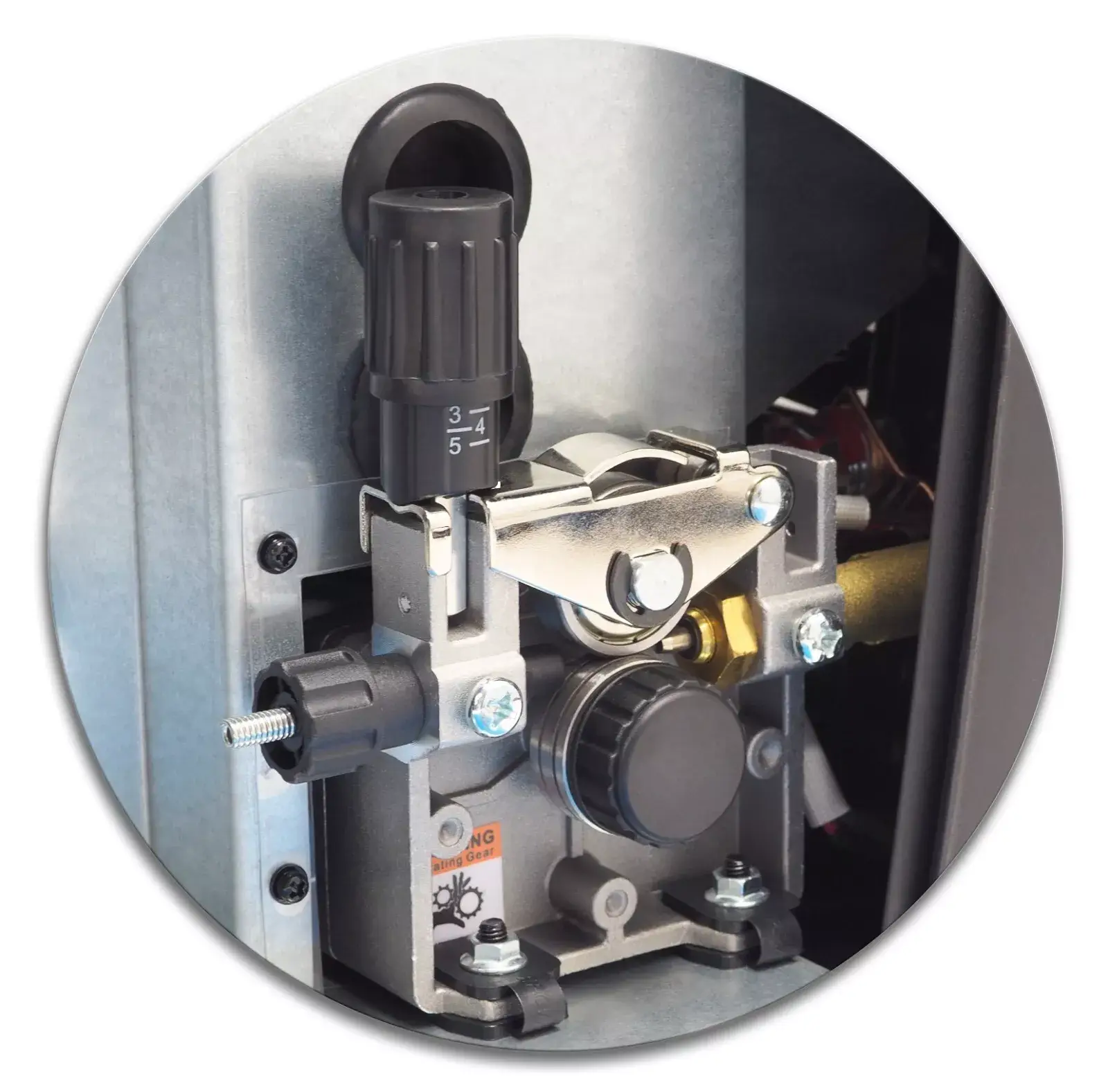
| Drahtvorschub | 2 Rollen |
| Schweißverfahren | MIG/MAG |
| Marke | Sherman |
| Nachgas | 0.1-2.0 s |
| WIG Schweißstrom | 10-200 A |
| Gewicht | 12 kg |
| Schweißspannungskorrektur | -5.0 – +5.0 V |
| Drahtvorschubs langsamer Start | 3–6 m/min |
| Größe der Drahtspule | ∅100mm / ∅200mm |
| Spannung | 230V ± 10% 50 H |
| MIG Arbeitszyklus | 30% – 200A – 24V, 100% – 140A – 20V |
| Geschwindigkeit Drahtvorschub | 2-12.8 m/min |
| Maximale Stromaufnahme | MIG 39A / WIG: 29A / MMA: 40A |
| Leerlaufspannung | 54 V |
| Induktivität | -10 – +10 |
| Sicherung (träge) | 25 A |
| Drahtdurchmesser | 0.8 / 1.0 / 1.2 mm |
| MIG Schweißstrom | 50-200 A |
| Modifizierter Artikel | Nein |
| Herstellernummer | DIGIMIG 205 LCD Synergic |
| Schutzart | IP21S |
| Maximale Leistungsaufnahme | 8,5 kVA |
| MMA Arbeitszyklus | 30% – 180A – 27.2V, 100% – 99A – 23.9V |
| Abmessungen | 498 x 210 x 330 mm |
| MMA Schweißstrom | 10-180 A |
Beschreibung
Sherman™ DIGIMIG 205 LCD Synergic 230V 200A
Es kann für MMA (Elektroden), TIG Lift (Reiblichtbogenschweißen) und MIG-Schweißen verwendet werden. Das MIG-Verfahren kann sowohl im manuellen als auch im synergetischen Modus verwendet werden, was die Bedienung vereinfacht.
Dank des Polaritätswechsels ermöglicht die Maschine das MIG-Schweißen sowohl mit Standard-Schutzgasdrähten als auch mit selbstschneidenden Pulverdrähten.
Die digitale Steuerung ermöglicht die vollständige Einstellung der Parameter, der Lichtbogendynamik und der Eigenschaften. Die Verwendung von Synergieeinstellungen für Kohlenstoffstahl und Aluminium vereinfacht die Bedienung des Geräts erheblich und macht es auch für weniger erfahrene Personen und Hobbyschweißer geeignet.
HOT START, ARC FORCE und VRD können während des MMA-Schweißens eingestellt werden.
Die Maschine hat einen Speicher für die letzte Einstellung, d.h. wenn sie ausgeschaltet und wieder eingeschaltet wird, werden die zuletzt eingestellten Parameter wiederhergestellt. Dank der Lüfterstopp-Funktion, die den Lüfter bei geringer Belastung des Schweißgeräts ausschaltet, wird der Geräuschpegel deutlich reduziert.
Die MIG-Griff, das Erdungskabel und das Elektrodenkabel sind im Lieferumfang enthalten.
Hauptmerkmale:
Synergie – Diese Funktion erleichtert die Auswahl der optimalen Parameter im Schweißprozess. Die Quelle wählt anhand der programmierten Daten automatisch die Drahtvorschubgeschwindigkeit und den Schweißstrom. Es beschleunigt den Arbeitsbeginn, eliminiert das Risiko von Fehleinstellungen, die sich negativ auf die Qualität und das Aussehen der Schweißnaht auswirken. Bei Modellen mit voller Synergie basiert die Auswahl der Einstellungen auf Schlüsselparametern wie der Art des zu schweißenden Materials, dem Durchmesser des verwendeten Drahtes, der Art des Schutzgases und der Dicke des geschweißten Elements,
HARTLÖTEN – ist ein Verfahren, das dem MIG/MAG-Schweißen sehr ähnlich ist, aber der Energieaufwand ist viel geringer. Mit dem Hartlöten werden dünne Bleche verbunden, die mit einer Zinkschicht überzogen sind. Bei dieser Methode schmilzt das Lot und nicht das Material, mit dem Sie arbeiten. Der zweite Teil des Namens, MIG/MAG, kommt von der Anwendung eines Verfahrens, bei dem der Draht in einem von Schutzgas umgebenen Lichtbogen schmilzt und die Materialkante wie beim traditionellen Schweißen vorbereitet wird. Mit dem Hartlötverfahren werden jedoch nicht nur verzinkte Bleche, sondern auch dünne Bleche aus rostfreiem Stahl und ungleiche Verbindungen wie säurebeständiger Stahl mit normalem Qualitätsstahl oder Kupfer mit Stahl verschweißt.
Regulierung der Induktivität – Sie ermöglicht die Optimierung des Schweißprozesses in Abhängigkeit von der Dicke des Werkstücks und den Schweißbedingungen. Durch die Verringerung der Induktivität wird der Lichtbogen stabiler und konzentrierter und erzeugt somit eine bessere Durchdringung. Eine Erhöhung der Induktivität, die beim Schweißen dünner Werkstücke sinnvoll ist, erzeugt ein glatteres Schweißbad. Der Lichtbogen wird weicher und es treten weniger Spritzer auf. Nützlich bei dünnen Werkstücken und beim Hartlöten, um eine Beschädigung der schützenden Zinkschicht zu vermeiden,
FLUX – Lichtbogenschweißen mit pulverförmigem Draht, der keine Gasflaschen benötigt. Wir verwenden selbstschützenden Draht, der mit Flussmittel oder einer chemischen Substanz gefüllt ist, die beim Schweißen Schutzgase erzeugt.
VRD – Das Voltage Reduction Device (VRD) reduziert die Ausgangsspannung (zwischen Masse und Elektrode) auf ein sicheres Niveau und verhindert so versehentliche Stromschläge zwischen den Schweißvorgängen. Die Spannungsreduziervorrichtung (VRD) bietet zusätzliche Sicherheit für den Schweißer und andere Personen in der Umgebung, insbesondere in Umgebungen, in denen eine erhöhte Wahrscheinlichkeit eines elektrischen Schlags besteht, z. B.: heiße Umgebung, feuchte Umgebung, usw.,
SPOOL GUN – Schweißpistole mit eingebautem Drahtvorschub. Es wird hauptsächlich in Autowerkstätten und zum Schweißen von dünnen Blechen eingesetzt, es ist perfekt für unzugängliche Stellen und in Höhen. Die Spule mit Schweißdraht wird in den Griff des Halters gesteckt. Der Halter hat einen Standard-Euro-Anschluss und einen Steuerstecker. Sie finden es in unserem Shop.
HOT START – sichert die höchste Qualität des Schweißbeginns, erstklassige Zündung – im Moment der Zündung des Lichtbogens, während eines kurzen Moments, steigt der Arbeitsschweißstrom vom eingestellten Arbeitsniveau auf das optimale Niveau. In einigen Fällen (bei der Arbeit mit einem schwachen Netz oder Generator) kann dieser Pegel manuell eingestellt werden, wenn ein entsprechender Schalter vorhanden ist (wie bei der “Professional”-Serie). Eine Verringerung des “Hot-Start”-Wertes zur Verringerung des Energieverbrauchs in einem schwachen Netz oder eine Erhöhung des Wertes in einem starken Netz erleichtert die Zündung erheblich.
ARC FORCE – wird verwendet, um die Verbrennungsstabilität im Kurzlichtbogen zu verbessern und das “Festkleben” der Elektrode zu verhindern. Wenn sich ein Metalltropfen von der Elektrode löst, wird der Strom mit dem entsprechenden Schalter automatisch auf einen bestimmten Wert erhöht. Durch Verringern der “Lichtbogenstärke” kann der Energieverbrauch eines schwachen Netzes verringert oder bei einem starken Netz erhöht werden, die Stabilität der Lichtbogenverbrennung wird verbessert. Bei diesem Modell kann diese Funktion ein- und ausgeschaltet werden.
FAN STOP – adaptives Gebläse, eine Lösung, die die Lebensdauer des Gebläses selbst erhöht und zusätzlich die Staubmenge in der Maschine selbst reduziert. Die Gebläsedrehzahl erhöht sich zu Beginn des Betriebs und bei Erwärmung und verringert sich, wenn das Schweißgerät abgekühlt ist.
Technische Daten
| Anwendung | Aluminium, Edelstahl, Baustahl, Hartlöten |
|---|---|
| Zufuhr | Halbautomatisch |
| Besonderheiten | 2T/4T, CuSi3 – Löten, FLUX (Gaslos), Gas-Schweißen, Hot Start, Anti Stick, Arc Force, IGBT, Induktivitätsregelung, Inverter, LCD, Langsamer Start (Drahtvorschub), Leitungsspannungskompensation, Löten, Lüfterstopp, Manuelle Einstellungen, Nachgas, Schutzgas, Spool Gun, Synergie, TIG/WIG Lift, Thermischer Überlastschutz, VRD |
| WIG Arbeitszyklus | 30% – 200A – 18V, 100% – 110A – 14.4V |
| Drahtvorschub | 2 Rollen |
| Schweißverfahren | MIG/MAG |
| Marke | Sherman |
| Nachgas | 0.1-2.0 s |
| WIG Schweißstrom | 10-200 A |
| Gewicht | 12 kg |
| Schweißspannungskorrektur | -5.0 – +5.0 V |
| Drahtvorschubs langsamer Start | 3–6 m/min |
| Größe der Drahtspule | ∅100mm / ∅200mm |
| Spannung | 230V ± 10% 50 H |
| MIG Arbeitszyklus | 30% – 200A – 24V, 100% – 140A – 20V |
| Geschwindigkeit Drahtvorschub | 2-12.8 m/min |
| Maximale Stromaufnahme | MIG 39A / WIG: 29A / MMA: 40A |
| Leerlaufspannung | 54 V |
| Induktivität | -10 – +10 |
| Sicherung (träge) | 25 A |
| Drahtdurchmesser | 0.8 / 1.0 / 1.2 mm |
| MIG Schweißstrom | 50-200 A |
| Modifizierter Artikel | Nein |
| Herstellernummer | DIGIMIG 205 LCD Synergic |
| Schutzart | IP21S |
| Maximale Leistungsaufnahme | 8,5 kVA |
| MMA Arbeitszyklus | 30% – 180A – 27.2V, 100% – 99A – 23.9V |
| Abmessungen | 498 x 210 x 330 mm |
| MMA Schweißstrom | 10-180 A |
Bewertungen
Ähnliche Produkte
-
Schweißgeräte MIG/MAG
Schweißgerät MAGNUM MIG 170 W MMA IGBT
300.00 €Ursprünglicher Preis war: 300.00 €259.00 €Aktueller Preis ist: 259.00 €. inkl. 19% MwSt.Niedrigster Preis in den letzten 30 Tagen vor der Preisermäßigung: 300.00 €
-
Schweißgeräte MIG/MAG
Halbautomat MAGNUM MIG 208 MMA
468.00 € inkl. 19% MwSt.Niedrigster Preis in den letzten 30 Tagen vor der Preisermäßigung: 468.00 €
-
Schweißgeräte MIG/MAG
Inverter-Schweißgerät Sherman MIG 320Y/4R
1,058.00 € inkl. 19% MwSt.Niedrigster Preis in den letzten 30 Tagen vor der Preisermäßigung: 1,058.00 €
-
Schweißgeräte MIG/MAG
Inverter-Schweißgerät Sherman MIG 200M
452.00 €Ursprünglicher Preis war: 452.00 €379.00 €Aktueller Preis ist: 379.00 €. inkl. 19% MwSt.Niedrigster Preis in den letzten 30 Tagen vor der Preisermäßigung: 452.00 €




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Rezensionen
Es gibt noch keine Rezensionen